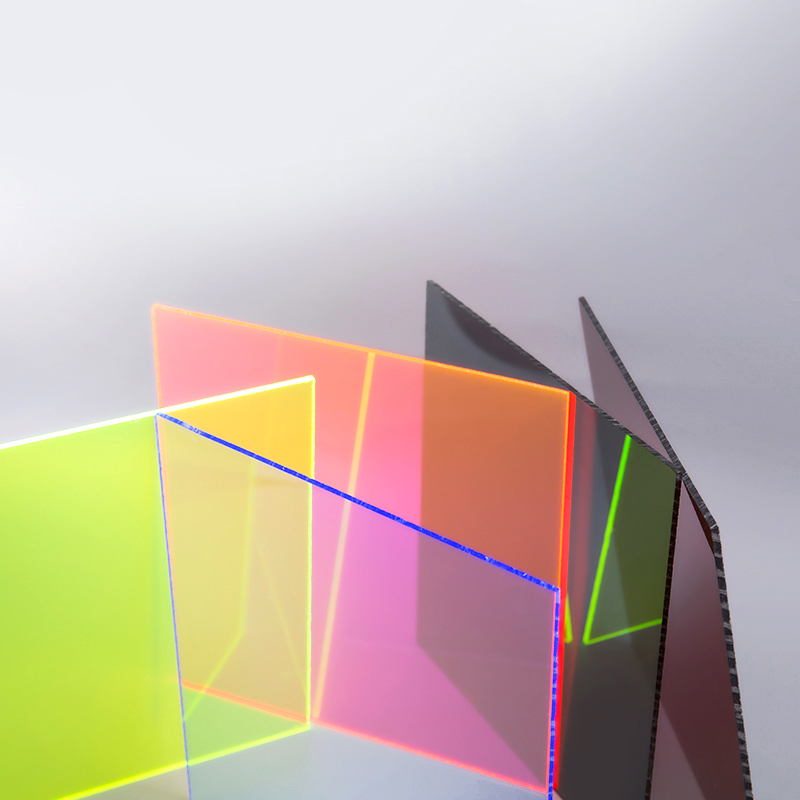
ورق آکریلیک طلایی دارای درخشش های طلای کمی در مواد است که باعث ایجاد اثر لوکس می شود.
• کیفیت قابل اعتماد: در سراسر تولید سفارشات فله تضمین شده است
• قیمت رقابتی: حاشیه سود خود را به حداکثر برسانید
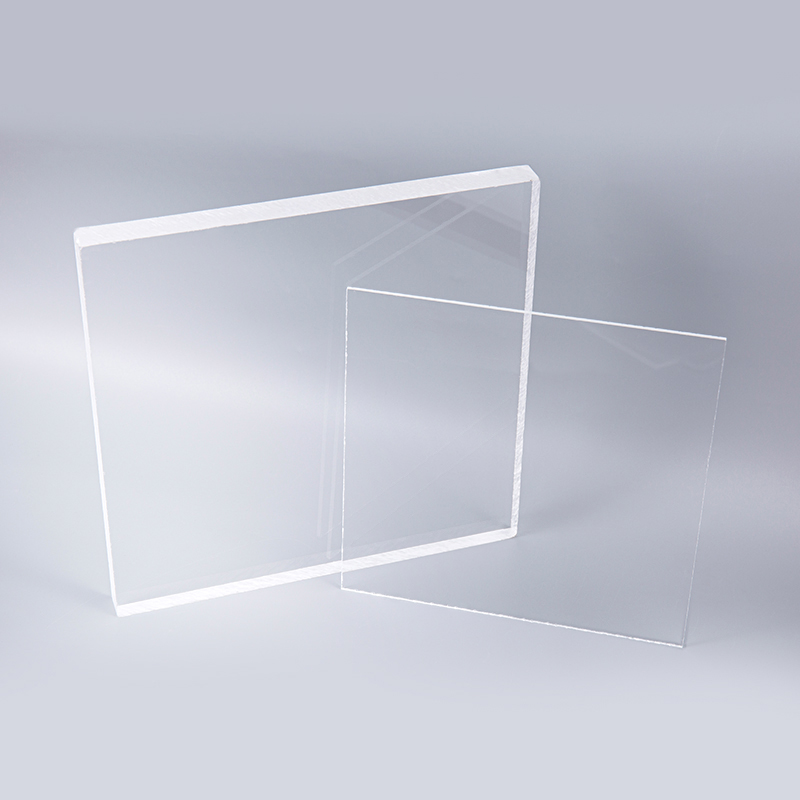
• قدرت برتر: 17 برابر قوی تر از شیشه ، اما نیمی از وزن
• خصوصیات عالی: برش آسان ، مته و ترموفرم
مشخصات محصول:
• اندازه استاندارد: 1250 x 2450 میلی متر
• دامنه ضخامت: 2.5 میلی متر تا 5 میلی متر
گزینه های رنگ:
• رنگهای استاندارد
• رنگ های سفارشی: موجود ، پانتون یا ral
• رنگ های زرق و برق: طلا
• پایان سطح: براق
برنامه ها:
• علائم سطح بالا
• وسایل روشنایی
• طراحی داخلی لوکس
• جواهرات و نمایشگرها
• نصب و نمایشگاه های هنری
• تزئینات رویداد